关键词 |
云安区DN700钢带增强螺旋波纹管,香洲钢带增强聚乙烯螺旋波纹管,江城区厂家钢带增强螺旋波纹管,荔湾厂家生产钢带增强聚乙烯螺旋波纹管 |
面向地区 |
材质 |
HDPE |
|
长度 |
6m |
公称压力 |
1.25Mpa |
连续使用湿度 |
80℃ |
用途 |
排水管 |
壁厚 |
8mm |
公称外径 |
400mm |
颜色 |
黑色 |
钢带管要内表面的平整,还需要外部波形的规整;在PE管材的内外壁应不存在任何的气泡和可见杂质,焊缝应严密无脱开;在切割之后的PE管,应对其断面进行修正,没有毛刺的存在;在管材两端的钢带管切口处应在管材的同一纵向线上
电热熔带焊接方法是利用镶嵌在连接处接触面的电热元件通电后产生的高温连接方法,是刚性连接。电热熔带焊接结构如下图3所示:它是采用一条内壁镶嵌有电阻丝的聚乙烯电熔带、紧贴在两被连接端的外表面(复盖连两厘米以上),再用耐热带紧固;同时在接口处管端内壁用可拆卸的工具支撑牢固后,再用电热熔焊机给电阻丝供电,电阻丝发热熔融膨胀形成压力,界面两边的聚乙烯互相扩散,关闭电源,待充分冷却固化后形成可靠连接。
电热熔带连接时,严格按 照 电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应其步骤如下:
1)、检查钢带增强螺旋波纹管和电热熔带是否有损伤。2)对齐管道和清除杂物。3)通过水平杆或沙袋将要连接的管道放置在离地面20~30cm处。地基上挖有操作坑的可将管道直接放置在地基上。操作坑宽为电热熔带宽2倍,深为管底下30cm。并水平对齐。4)、用洁净的布将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用对PE材料焊接有邦助的溶剂擦拭。5.)用电熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面再用耐热带紧固。6)将焊机的输出线端与电热熔带的连接线头相连接。7)焊接在电熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在冷却期间,可以进行下一个焊接。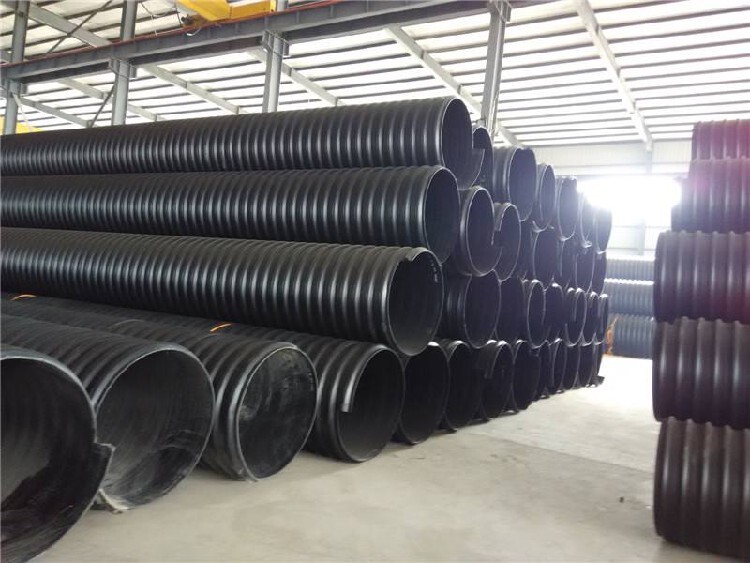
热收缩管(带)连接是采用纤维增强聚乙烯热收缩带做内层,热收缩管做外层,热收缩管内表面涂有热熔胶,经加热后与的将相邻钢带增强螺旋波纹管管端贴合紧箍连成一体的连接方法。
热收缩管连接一般用于管径小于1200mm的钢带增强聚乙烯螺旋波纹管(大于1200mm以上的目前只能用纤维增强聚乙烯热收缩带沿接口缠两层外两加卡箍)。连接时按照热收缩管(带)的工艺要求进行操作,应把连接部位的管材外壁打磨干净、对管材进表面处理,再将热收缩套于需连接的两管端,然后进行加热使热收缩管(带)的内壁与管材外壁粘合,待冷却后形成恒定的包紧力达到管材连接要求。采用热收缩连接时,应将待连接管端对齐,尽可能不留间隙。对热收缩套加热时,应注意火焰温度,可以从热收缩套中部往两边逐渐加热,也可以从一端向另一端逐渐加热,要把热收缩管与管材间的气体全部排除,使其与管材全部贴合,同时应使热熔胶从热收缩端口析出。
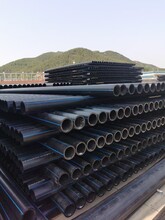
钢带增强聚乙烯螺旋波纹管材检验标准,一是管材外观,表面光滑,无疤痕,钢带无凸起,外层聚乙烯复合接缝处粘接牢靠,管材切割面平整,两切断面在同一轴线上,管材内壁无凹陷,内层粘结牢靠,第二管材尺寸要严格执行产品标准,螺距以管材测定环刚度为准进行调整,每根管材至少检测三次管材螺距,要对管材两端及中间位置进行螺距检测,第三管材长度要根据生产订单进行定长,管材性能,管材环刚度测量值达到生产计划要求,经过检测之后才能进行批量生产,每根管材进行管材重量称重,做好记录。
环刚度高,抗外部荷载能力强。由于管材自身的钢带结构,大大提高了管材的刚度(其大环刚度可达SN16),使管道在埋深较大的情况下不致发生变形,确保了管道质量。

东莞本地HDPE钢带增强螺旋波纹管热销信息