





关键词 |
振动磨粉机厂家,德阳振动磨粉机,振动磨机,振动磨粉机 |
面向地区 |
粉碎程度 |
细磨机 |
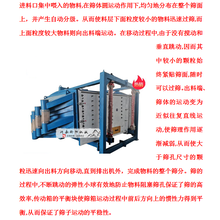
振动磨粉机任意选择振动频率和振幅。
振动磨粉机激振力只须调整偏心块的夹角, 就可无级调整激振力, 且受电源电压波动的影响小。
振动磨粉机全封闭结构, 可在任何无防爆要求的粉尘条件下工作。
整个磨机结构更为紧凑简单, 解决了工作现场无法更换大型轴承的难题, 故维修特别简便, 不需技术人员、 特殊设备, 在工作现场即可快速维修; 性能特点。
振动磨粉机端盖
端盖采用 45# 碳素结构钢, 其比重为 7. 85。 考虑参振质量故一般的端盖厚度取 3~6mm。
振动磨粉机磨介
磨介是研磨粉料的材料, 其可选材料有各种钢材和刚玉陶瓷, 其比重分别为钢材 7. 85, 刚玉陶瓷 3. 85, 填充率为 65%~80%, 堆积空隙率为 55~65%。
重新设计的振动磨粉机电机支撑梁增大了抗弯截面模数, 提高了抵抗循环冲击载荷的能力。同时适当减薄了侧支板的厚度,并在板上制出了一个圆孔, 这样不但有利于振动电机的检修和激振力的调整, 而且, 降低了侧支板的抗弯截面的模数, 当磨机工作时, 电机支撑梁对横边梁的弯矩作业引起了侧支板与横边梁焊接处的应力集中, 避免了机体的损坏。 试验表明:B 型底架应力的分布比较合理, A 型底架原有的缺陷得以克服, 且 B 型底架比 A型底架轻, 约为 80kg, 较好地解决磨机参振质量 M 与整体结构强度之间的设计难题。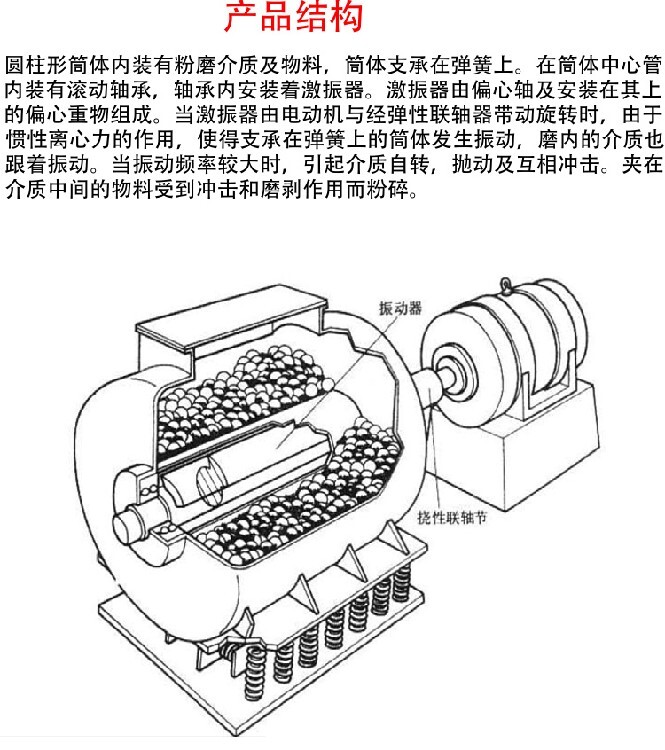
在振动磨机设计过程中, 提出隔震装置设计优化设计是必要且重要的。 在振动磨的设计过程中, 隔震系统的设计是一个相当重要的工作内容。 在以往振动磨的使用过程中由于设计不当造成其隔震系统工作故障时有发生, 轻者影响到磨机的工作效率和工作稳定性, 重者甚至造成停机停产具有贺强的突发性的特点, 由此可见, 对磨机隔震系统的设计要求进行详尽分析是对整机进行优化设计的前提, 它对于提高振动磨的设计水平、 产品质量的提高具有较大的现实指导意义。
当振动磨机处于超共振区时, 随着弹簧总刚度 K 值的增大, 磨机的振幅将显著上升, 可以获得较高的振动和振动强度, 这对于提高磨机的粗碎效率, 扩大磨机的适用性是十分有利的, 但是在设计中, 为振动磨佳圆形振动轨迹,需对弹簧的水平刚度xk 和垂直刚度yk 进行反复计算, 力求使y xk k = , 亦即m ny x = 。 另外由于ω n 的上升, 使磨机的总参振质量对其振幅的影响比较显著,因此该类磨机在使用中, 需要高的控制设备和人员操作水平。
就振动磨机稳定工作的情况而言, 仅需根据磨机参振体的性质和具体用途, 确定其工作状态的区域, 即确定其频率比 Z, 并直接计算隔振系统的总刚度, 当磨机处于超共振区时, 亦需适当考虑振动力对隔振系统底座和安装基础的冲击力。
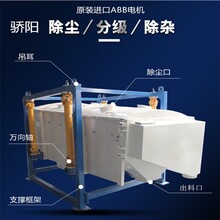
2ZM 型振动磨机主要特点:
1.占地面积小,容易安装和隔离。
2.单位产量能耗低。
3.粉磨粒度集中。
4.操作简便,控制容易。
5.整机重量轻,产量与机重比大。
6.噪音小。
7.流程简单,维修方便。
8.衬板和介质更换容易。
9.不受加速佳指数 0.8g 的影响,研磨介质小,单位研磨面变化大。
2ZM 型(振动磨机)使用与维护:
1.振动磨要求均匀加料, 给料量应在试机时调整合适。 振动设备上的固定螺栓容易松动, 设备启动前应将
各处的螺栓再检查紧固一次。
2.振动磨空车启动 20 秒后再向磨内给料。 停机前先停止给料, 约 20 秒后再停车。
3.振动磨中的介质是要磨损消耗的, 当介质消耗掉 10%-15%时, 或感到出料粒度有变化时, 应补充新的介
质, 按原先加入介质的大尺寸加入, 同时检查被磨细的介质, 太细的要选出。