
产品别名 |
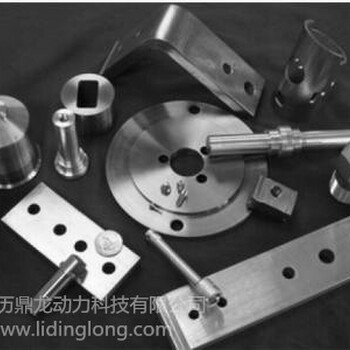
五金cnc精密机加工,东莞CNC五金加工 |
面向地区 |
品牌 |
其它 |
|
动力类型 |
气动 |
布局形式 |
卧式 |
界面语言 |
中文 |
是否库存 |
是 |
最近来访记录