关键词 |
中卫冷弯成型机械设备,供应冷弯成型机械设备,出售冷弯成型机械设备,出售冷弯成型机械设备 |
面向地区 |
冷弯成型过程中,金属板材的利用率相对较高,因为该过程不涉及材料的熔化和重新凝固,避免了材料在加热和冷却过程中的损失。此外,的弯曲控制减少了废料和余料的产生。
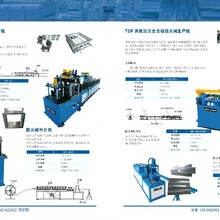
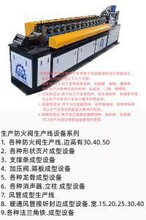
冷弯成型机(英文名称: [1]Cold Roll Forming Machine)、钢珠滑轨机轧辊设计制造特点: 1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。 2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。 3、轨道圆弧部位是滑轨核心部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。 4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆
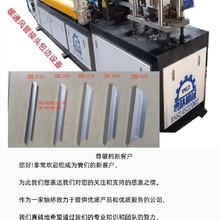
在操作冷弯成型机时,需要确保设备处于正常状态,并清理工作环境。然后,根据要求的成型形状,调整好设备的刀具和辅助装置。接下来,将待加工的金属板材放置在设备上,并穿戴好个人安全防护装备。按下启动按钮后,设备开始工作,根据指示线和标记线对齐刀具,慢慢进行弯曲成型。操作完成后,停止设备的工作。
油缸压头上的两根钢制的连接杆与夹紧杆相连接,能使夹紧杆摆动。这种连接杆是特殊的机构,它能工作负荷作用于连接杆的端部而不在轴销上。这样,大直径油缸的所有压力作用于连杆上。当油缸压头向前推动时,夹紧杆把钢材夹住。然后,整个夹紧杠杆组和滑架推向前移。弯制时从油缸压头来的推力作用于肋骨上。如此安排的夹紧杆,使夹具作用于肋骨面的压力是相同的。
常温下将金属板带材经弯曲变形制成型材(或零件)和焊管管筒(见辊式成形)的金属塑性加工方法。广义的冷弯变形包括折弯、辊模弯曲、三辊弯板、连续辊轧弯曲等。由于连续辊弯成形所生产的型材和焊管管筒产量大,产品定型,因此狭义的冷弯变形就是指这一种特定的弯曲变形。其产品称为冷弯型材,半成品即焊接管管筒。
常用的是低碳钢、铝、铜等板带材,此外还有不锈钢、钛金属、复合金属的板带。碳钢板带厚度为0.15~3.2mm,热轧板带厚度为1.2~25.4mm。铝板带厚度为0.13~25.4mm。据报道,不少国家已能生产厚达32mm的冷弯型钢。原料宽度根据成品的断面展开长度确定,由纵剪机剪成板带材进入成型机组,由一对相对转动的成形辊依次弯曲成所要求的成品形状,如图1所示;板料的成形过程如图2所示。
东莞本地冷弯成型机械设备热销信息